El sonido es la sensación que se produce cuando la vibración de las ondas que viajan por el aire u otro medio, alcanza el órgano de la audición. El ultrasonido corresponde al espectro superior a 20 kHz que no es audible por el oído humano. La técnica de ultrasonido aerotransportado emplea el principio de las ondas ultrasónicas propagadas en el aire y estructuras para la detección de fallas. Esta técnica es complementaria a los análisis térmico y de vibraciones para el ámbito mecánico, siendo en ambos casos la primera instancia de evidencia de degradación, lo que en confiabilidad se llama la determinación del punto p de probabilidad de falla.
En el campo del mantenimiento predictivo, su popularidad ha ido en aumento gracias a su facilidad de uso, versatilidad y bajos costos de implementación. En la actualidad, el uso de esta técnica es incipiente para los Sistemas de Potencia Eléctrica (SEP), ya que permite llevar a cabo inspecciones sin que los sistemas eléctricos sean intervenidos directamente, siendo por tanto más segura que otras técnicas.
Por ejemplo, entre los componentes del SEP que se pueden monitorear con esta técnica, se destacan:
• Bushing de transformadores.
• Interruptores HV.
• Cables HV/MV.
• Equipamiento de maniobras.
• Celdas de media tensión.
• Estado del aceite/silicona en transformadores.
En este sentido, los modos de fallo detectables con instrumentos de Ultrasonido Aerotransportado, incluyen:
• Efecto Corona.
• Contaminación (polvo, humedad).
• Pérdida de SF6.
• Arco en modo incipiente.
• Descargas parciales.
• Degradación del aceite refrigerante de manera incipiente (previo a una detección por cromatografía).
Con un sólido programa de Ultrasonido Aerotransportado, se pueden detectar en su etapa Incipiente (sin detección visible de degradación), efectos Corona, descargas parciales, contaminación y pérdida de SF6. También permite determinar el Tracking en su etapa de inicio de punto caliente, del proceso de degradación del material y de decoloración. En cuanto a los arcos eléctricos, esta técnica permite determinar, de forma temprana, la carbonización y los puntos calientes permanentes (donde se han fundido los materiales).
Beneficios
A modo de resumen, podemos enumerar los siguientes beneficios de la técnica de Ultrasonido Aerotransportado:
• Permite identificar problemas y defectos de manera incipiente, antes que se transformen en una situación grave, lo que permite planificar acciones en el orden de los meses y no de los días, como sucede con la inspección termográfica.
• Es de mucho menor costo que la realización de coronografía.
• La metodología es cuantitativa, lo cual permite asignar criticidad y permite modelar evolución.
• El ultrasonido no sustituye la termografía ni otro tipo de análisis, sino que lo complementa y permite determinar causas de los fallos (efecto corona, suciedad, desgaste, las cuales poseen formas de onda/FFT diferentes).
• El ultrasonido aerotransportado permite inspeccionar equipamiento en operación y a distancia, sin necesidad de abrir gabinetes o desenergizar componentes, lo cual es un beneficio desde la perspectiva de la disponibilidad y la seguridad.
Sin embargo, y como cualquier tecnología avanzada de inspección y monitoreo, comprar el equipo para realizar este tipo de análisis no es suficiente para implementar un programa de ultrasonido efectivo. Se requiere personal capacitado para llevar a cabo análisis confiables de las señales capturadas.
Ejemplos de aplicaciones
Para comprender mejor las virtudes de la técnica del Ultrasonido Aerotransportado, revisemos dos casos de aplicaciones reales.
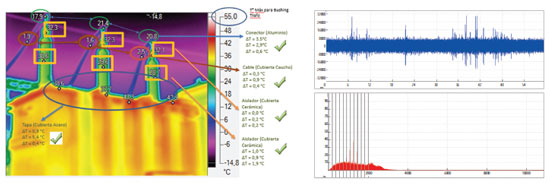
El primer caso corresponde a un control efectuado a un conector de bushing de Alta Tensión. Como se ve en la figura, la termografía no detecta excepción ni por amplitud ni por diferencial, pero la fase C presenta un mayor diferencial de temperatura que las

otras dos. Se capturó con el sistema de Ultrasonido Aerotransportado la señal heterodina desde el conector y posteriormente se analizó, detectando en la señal timesignal la existencia de perturbaciones de baja amplitud y baja energía. En la FFT de la señal, se detectan componentes de 100 Hz de frecuencia y amplitud no despreciable en el rango de 2Hz. Estos resultados nos permiten diagnosticar que existe un efecto Corona de baja amplitud, que está produciendo el aumento de temperatura del conector, y que no se debe a una conexión deficiente.

El segundo caso corresponde a una celda de Media Tensión, instalada a la intemperie (en ambiente minero desértico). Dicha celda no cuenta mirilla para hacer inspección termográfica y no se puede abrir por razones de seguridad y de producción. Tras la captura y análisis de las señales, se diagnostica contaminación por polvo (forma de onda de la Timesignal y espectro FFT diferente al de arco/ tracking). Esta situación se detecta en todas las celdas en intemperie de la misma marca.
Artículo gentileza de Predictis Ingeniería y Servicios. www.predictis.cl